В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Точечная контактная сварка с ладонь, но батарейка отдельно, обзор, доработка и эксперименты
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой.
Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Достоинства и недостатки конструкции
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В.
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Источник: elsvarkin.ru
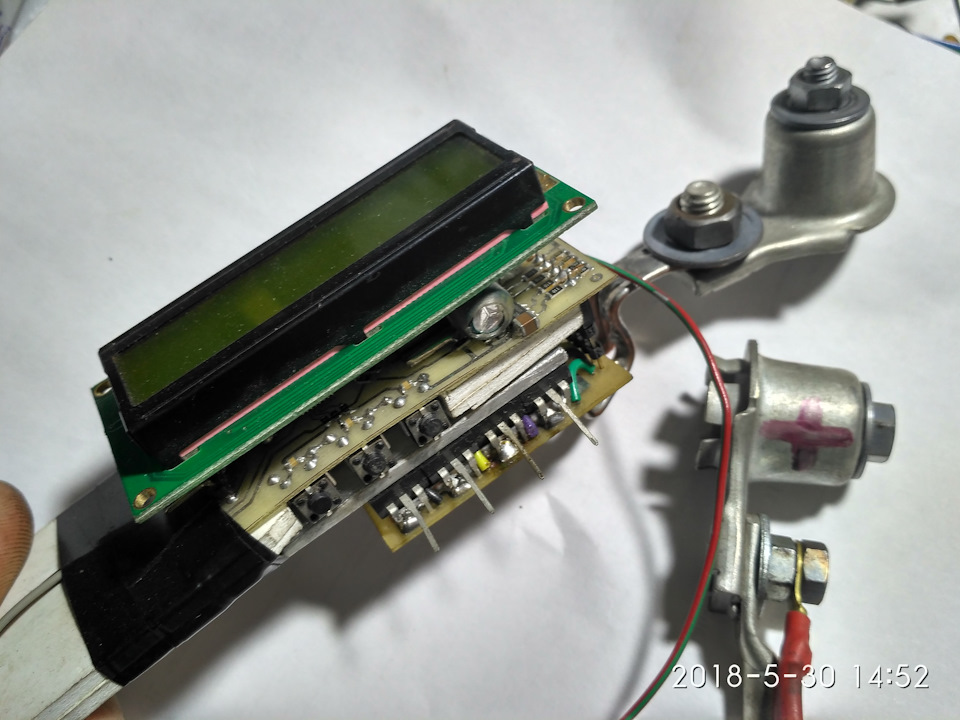
Аппарат приставка для точечной сварки мелких аккумуляторов

Как и обещал про сварку подробнее.
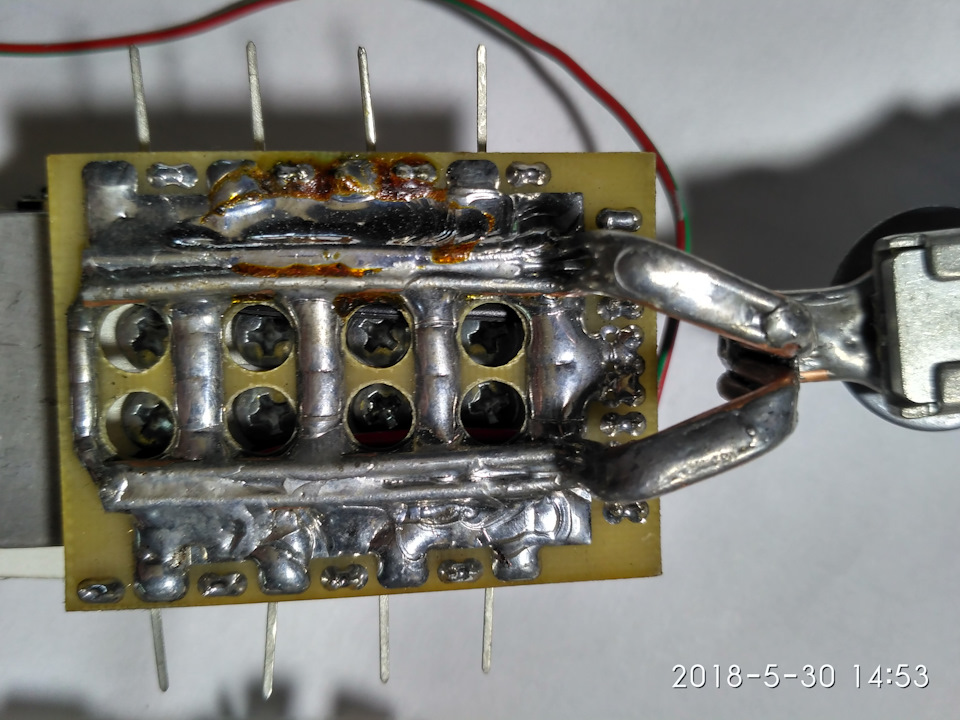
Мой вариант собирался полтора года назад в виде отладочного варианта, поэтому в таком страшном состоянии, раньше нужды в ней не было в связи с чем лежал так долго.
А тут срочно понадобился и понеслось достряпывание…
Хоть и из говна, но работает)))
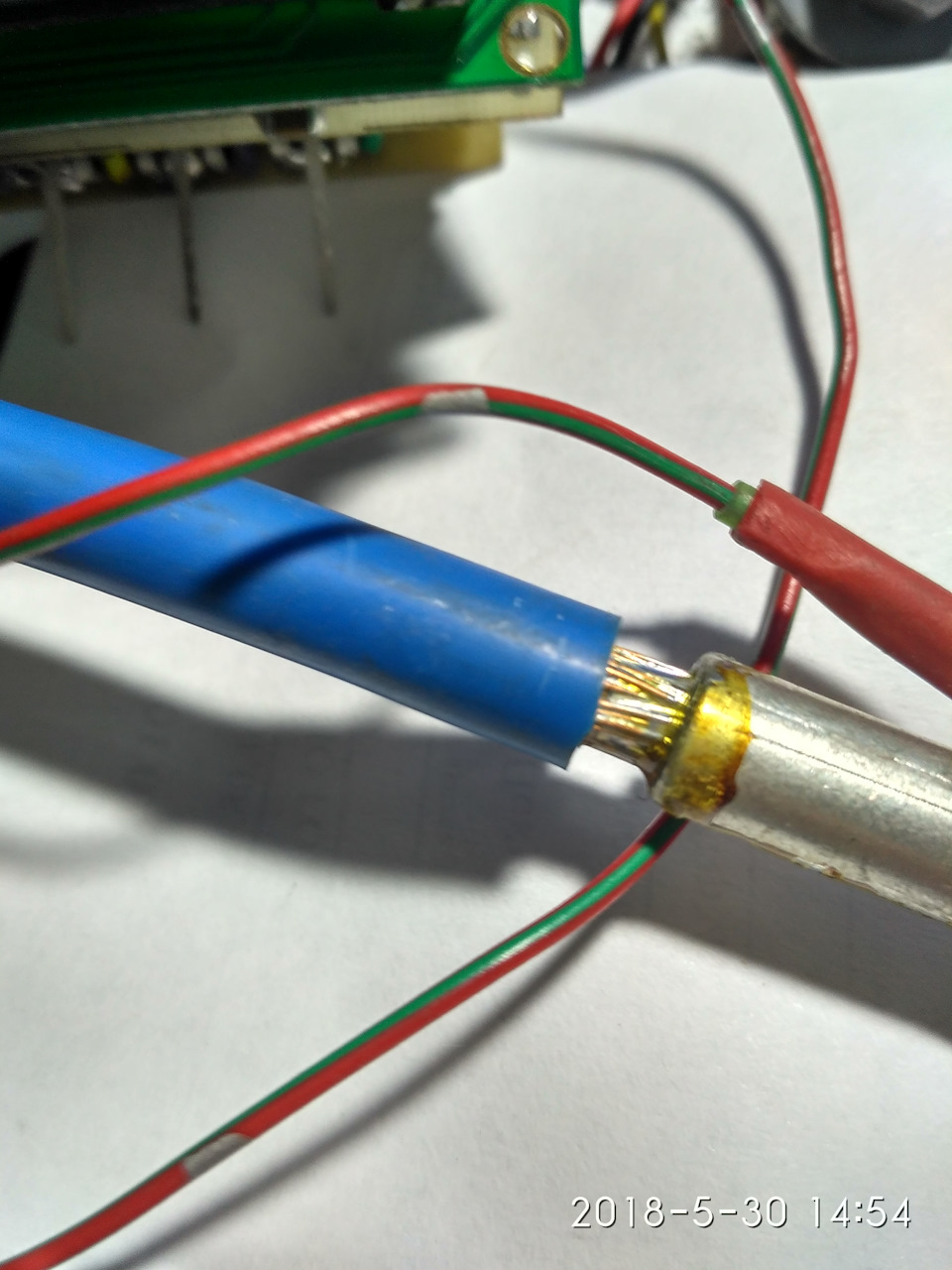
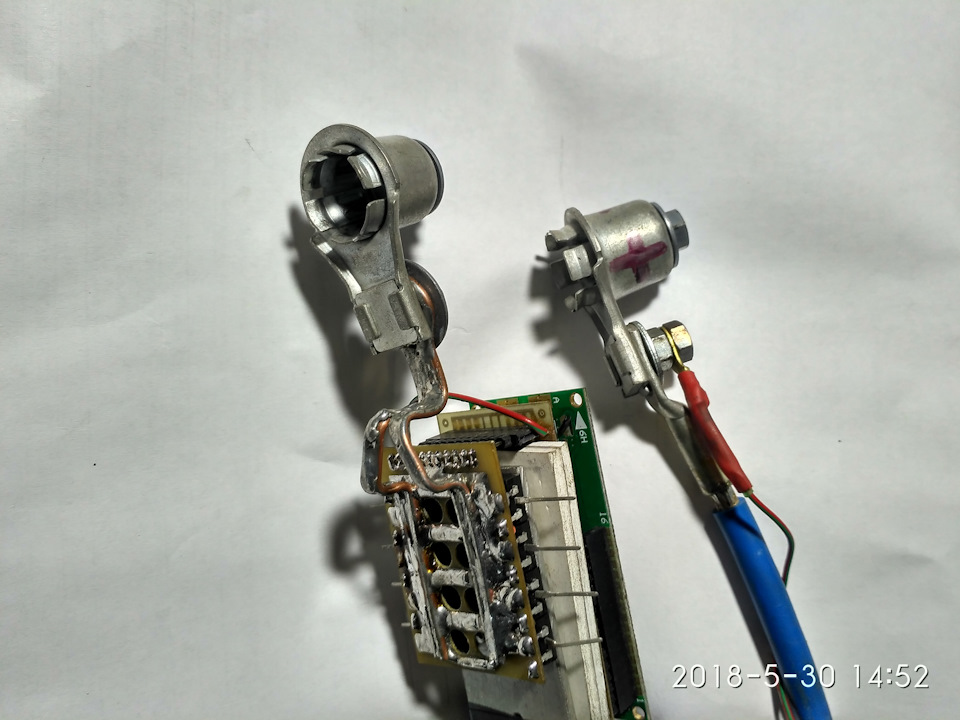
По случаю был на митинском, купил провод (синий толстый) клеммы для этого провода и жала (как оказалось с толщиной я переборщил) для паяльника. Изначально хотел сделать съемные электроды, но с токаркой пока не срослось в итоге просто припаял к клеммам и замотал лохматой изолентой.

Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
Полный размер
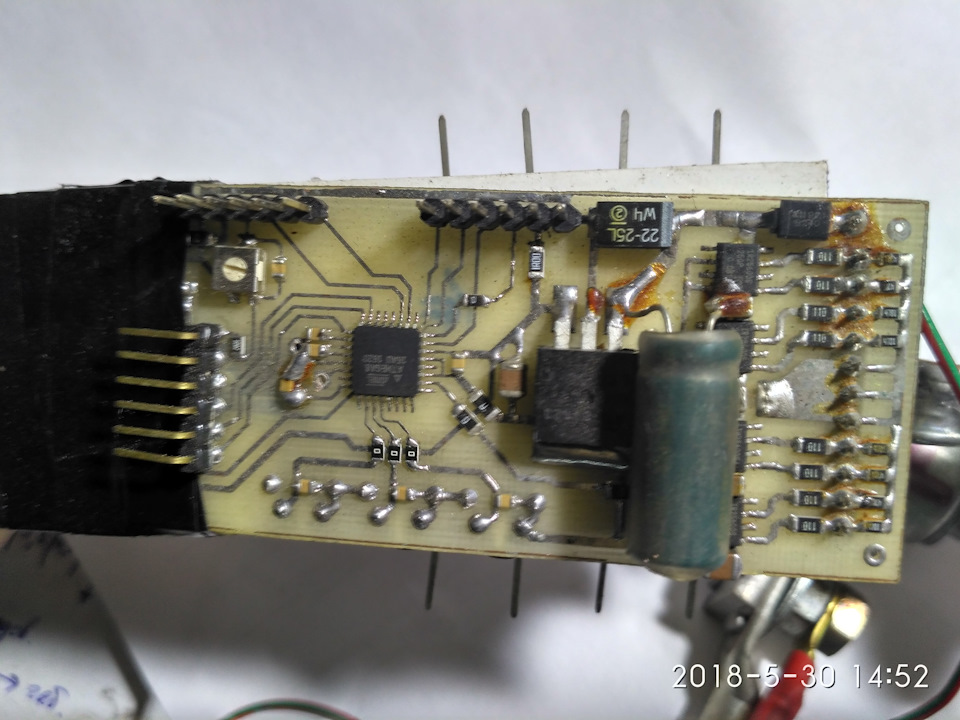
Экран и мега8 для такого аппарата излишне, достаточно и тиньки13.
Прилагаю упрощенную схему с двумя драйверами, у меня на плате их 4, но вполне должно хватить и 2-х.
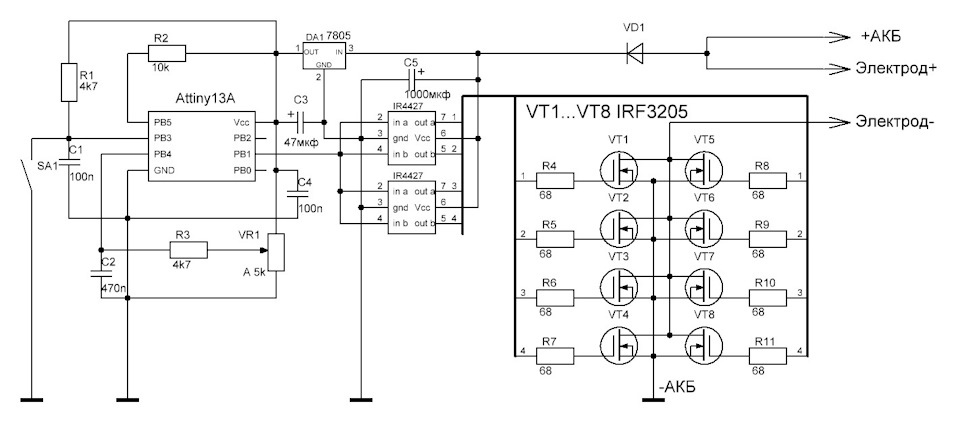
Полный размер
По быстрому накидал программу для тини13А в железе не проверял но должна заработать. Исходник прилагаю (AtmelStudio7).
исходник
переменный резистор задает длительность импульса от ~0 до ~36 ms.
Вот так он сваривает!
Источник: www.drive2.ru
Контактная точечная сварка своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.

Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.

Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.

Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.

Для реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.

Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.

Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Источник: www.asutpp.ru